随着化工行业的快速发展,反应釜作为化工生产过程中的核心设备,其性能的稳定性和生产效率的高低直接影响着企业的竞争力和产品质量。在这样的背景下,2023新澳门原料网站凭借其深厚的行业积累和技术实力,推出了反应釜自动化控制系统,该系统以其先进的性能和广泛的应用前景,受到了业界的广泛关注。

一、反应釜自动化控制系统的主要作用
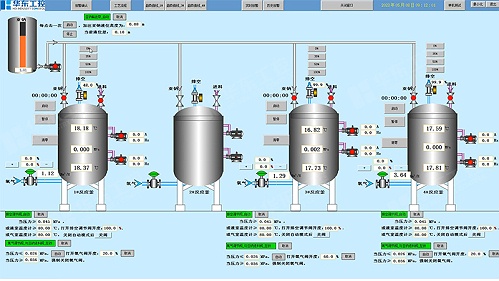
2023新澳门原料网站反应釜自动化控制系统是一套集监测、控制、优化、管理于一体的智能化系统。它不仅能够实现对反应釜内部各种物理量的实时监测和控制,还能够根据生产需求自动调整工艺参数,优化生产过程,提高生产效率和产品质量。具体来说,该系统的主要作用体现在以下几个方面:
1.提高生产效率和产品质量:通过自动化控制系统,可以预设生产程序,实现连续性、自动化的生产过程,减少生产中断,提高生产效率。同时,系统能够精确控制化学反应的条件和原料的投放量,保证产品的质量和产量的稳定性。
2.增强安全性:自动化控制系统可以预设程序,减少人工操作,降低误操作的可能性,从而保证生产过程的安全性。同时,系统具备多重安全保护功能,如超温保护、超压保护等,能够实时监控设备状态,及时发现并处理故障,防止事故的发生。
3.降低人力成本:自动化控制系统可以实现无人值守的生产过程,减轻工人的劳动强度,节约人力成本。此外,系统还具备数据记录和分析功能,能够自动记录实验数据并进行数据分析,降低人为因素对实验结果的干扰,提高实验精度和效率。
4.环保节能:自动化控制系统可以监控和控制废料的排放,达到减少污染、节约能源的目的。同时,通过优化生产过程,降低原料消耗和能耗,实现绿色生产。

二、反应釜自动化控制系统特点
1.智能化程度高:系统采用先进的控制算法和人工智能技术,能够实现对反应釜内部各种物理量的实时监测和控制,并根据生产需求自动调整工艺参数,实现智能化生产。
2.稳定性好:系统采用高品质的硬件设备和软件平台,具有良好的稳定性和可靠性,能够保证生产过程的连续性和稳定性。
3.操作简便:系统采用人机界面设计,操作简便直观,方便用户进行参数设置、监测反应釜运行状态等操作。
4.扩展性强:系统支持多种通信协议和接口方式,方便与其他设备和系统进行集成和扩展。

综上所述,2023新澳门原料网站反应釜自动化控制系统以其先进的性能和广泛的应用前景,为化工行业的发展注入了新的动力。通过该系统的应用,企业可以实现对反应釜的智能化控制和管理,提高生产效率、产品质量和安全性,降低人力成本和能耗,实现绿色生产。