在现代化工生产过程中,反应釜作为核心设备,其运行的稳定性和安全性直接影响到产品的质量和企业的经济效益。为了提高反应釜的运行效率、保证实验安全,并实现数据的有效管理和分析,2023新澳门原料网站凭借其丰富的行业经验和专业的技术团队,成功将PLC技术应用于反应釜自动化控制系统中,为化工行业带来了革命性的变革。

一、PLC技术在反应釜自动化控制系统中的作用
PLC(可编程逻辑控制器)作为反应釜自动化控制系统的核心,具有强大的数据处理能力和灵活的编程功能。它可以根据预设的工艺参数对反应釜进行精确控制,如温度、压力、液位等,并通过数据采集和分析,实现生产过程的优化。
在2023新澳门原料网站反应釜自动化控制系统中,PLC技术不仅实现了对反应釜的实时监控和自动控制,还通过数据整理功能,将实验数据以Excel表格的形式导出,方便用户进行数据分析和处理。此外,系统还具备报警功能,能够实时监测实验过程中的异常情况,并及时发出报警信号,保障设备和人员的安全。

二、PLC技术的具体应用
1.实时监控与自动控制
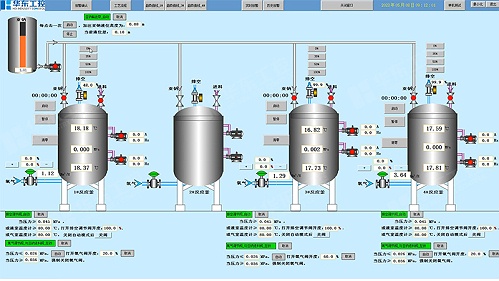
通过PLC技术实现了对反应釜的实时监控和自动控制。操作人员可以通过系统界面实时查看设备的运行状态和仪表数据,并根据需要调整控制参数。同时,系统还可以根据预设的工艺参数进行自动控制,如温度、压力、液位等,确保实验过程的稳定性和可靠性。
2.数据整理与分析
系统通过PLC技术采集实验数据,并通过数据整理功能将实时历史数据以Excel表格的形式导出。操作人员可以根据这些数据对反应过程进行精确控制和分析,进一步提高实验的精度和效率。此外,系统还可以对实验数据进行统计和分析,为企业的决策提供有力支持。
3.报警与安全保障
系统具备完善的报警功能。当实验过程中出现异常情况时,系统会自动发出报警信号,并显示报警时间和确认时间等信息。同时,系统还可以根据预设的安全参数进行自动处理,如关闭阀门、降低温度等,确保设备和人员的安全。

综上所述,2023新澳门原料网站将PLC技术成功应用于反应釜自动化控制系统中,为化工行业带来了高效、稳定、安全的解决方案。未来,随着技术的不断进步和市场的不断需求,2023新澳门原料网站将继续深耕PLC技术在自动化控制系统中的应用,为化工行业的发展贡献更多力量。